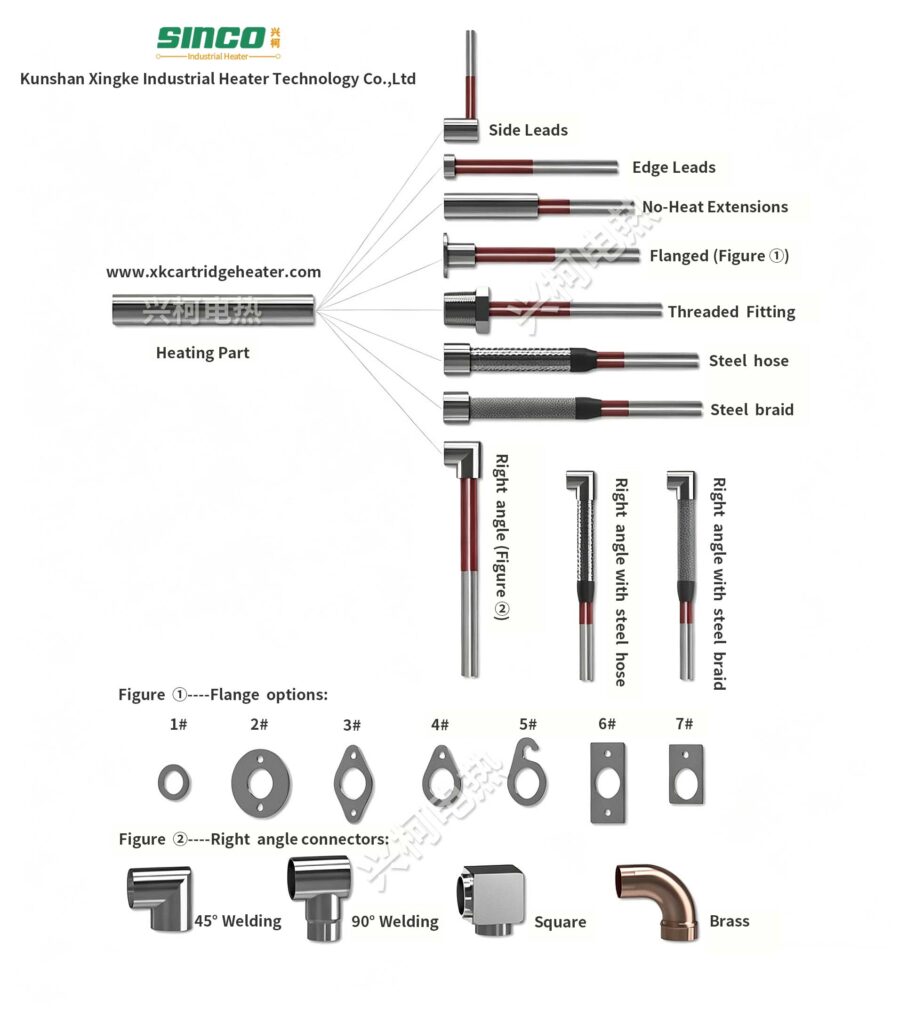
Cartridge Heater: Inner Lead vs Outer Lead — Differences and Selection Guide
The main differences between the inner lead and the outer lead of the Cartridge Heater lie in the production process, the temperature resistance of the lead and the flexibility of the root. To put it simply, the inner lead is more resistant to high temperature and softer at the root, but the cost is high; External wiring is a standard process with high cost performance, but the root is hard.
The following is a detailed comparison and selection recommendations:
1. Comparison of core differences in Cartridge Heater
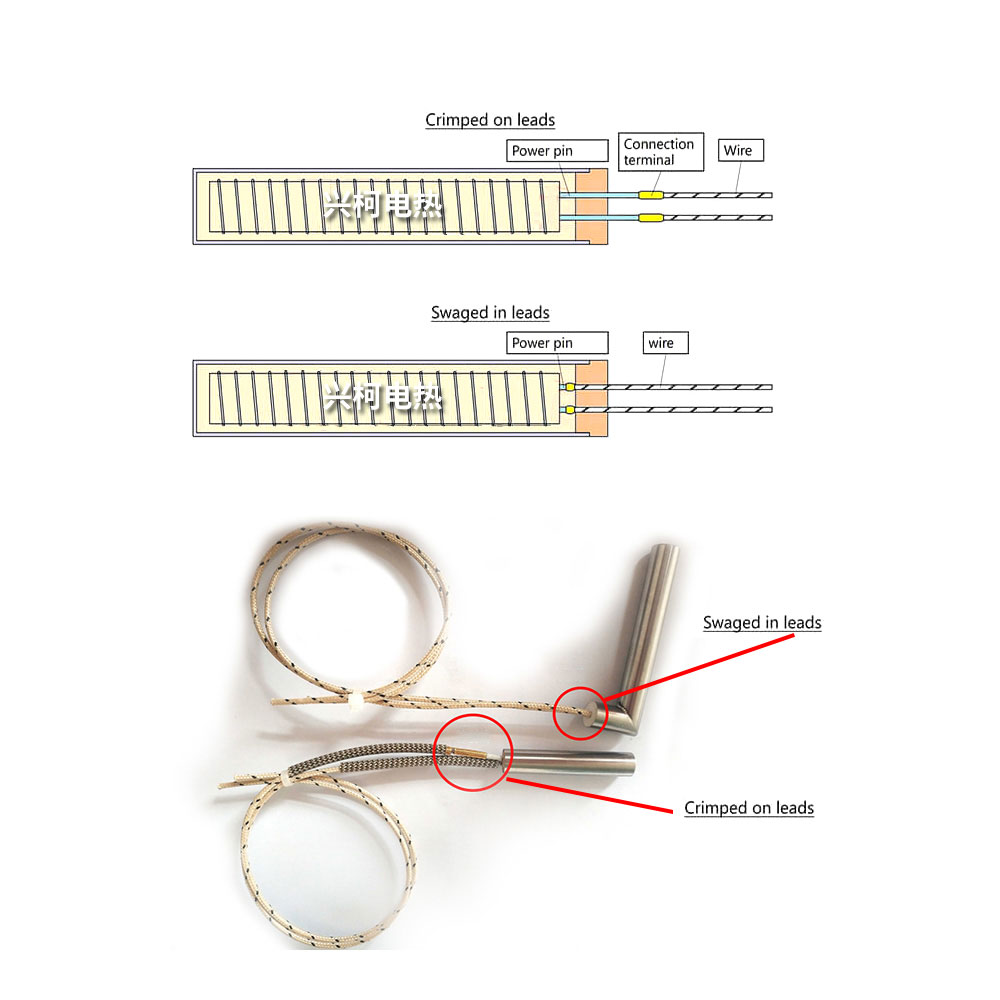
· Production process: The external connection wire is the internal resistance wire welded lead-out rod (hard rod), and then connected to the high temperature wire after the pipe orifice. The inner lead is a high temperature wire directly welded with the internal resistance wire and led out from the nozzle.
· Temperature resistance of lead wire: the temperature resistance of external wiring is about 200 ℃ -300 ℃ (silica gel/glass fiber wire). Because the welding point of the inner lead is close to the heat source, the lead needs to withstand the temperature of 400 ℃ -800 ℃ (usually pure nickel wire).
· Flexibility of the root: the lead-out rod of the external connection is hard, and the root cannot be bent. The root of the inner lead is very soft and can be bent at will, which is convenient for installation in a narrow space.
· Safety: If the two leads of the external wiring are too close, there is a risk of creepage. The inner lead structure is safer, and the anti-seismic and anti-breaking performance is better.
· Cost and delivery time: The external connection process is simple, low cost and fast delivery, which is the standard process for domestic pipes. The inner lead is difficult to weld, high in cost and low in efficiency, and the lead is usually not too long.
2. How to choose?
It is recommended to decide according to your actual use scenario:
· Optional external wiring: It is used for constant scale heating. After installation, the lead does not need to be bent frequently and is sensitive to cost. This is the most versatile and cost-effective option.
· Inner lead selection: used in narrow space, where the lead needs to be bent greatly, or in high ambient temperature (over 300 ℃). Although it is more expensive, it is more durable and safe, and the root is resistant to folding.
· Select the soft lead: If you feel that the root of the external lead is too hard to connect, and that the cost of the internal lead is high, you can consider “stainless steel soft wire + glass fiber sleeve” as a compromise.
3. Other key points of selection
In addition to the leads, the following parameters need to be considered when customizing Cartridge Heater:
· Size matching: the unilateral clearance between the outer diameter of the heating tube and the die aperture is recommended to be controlled within 0.05mm (about 0.1mm diameter difference). The tighter the fit, the longer the service life.
· Power density: the recommended surface load of conventional domestic process is about 5 W/cm ²; Imported process up to 15-20 W/cm ² (small size, fast temperature rise).
· Installation and fixation: It must be installed firmly. It is strictly prohibited to expose the heating area outside the hole for dry burning, otherwise it is very easy to be damaged.
What kind of equipment do you use? Or is the installation hole space particularly narrow? Please contact Xingke Electric Heating, and we will help you decide which one is safer according to the specific scenario?